
LS엠트론 기술교육아카데미에서 누구나 쉽게 사출성형을 이해할 수 있도록 사출성형 입문자를 대상으로 한 기술 자료를 공개했다. 이번 호는 유압 및 절전형 사출성형기의 이해를 위해 ‘제어장치 구성 및 조작 방법’을 다룬다.
* 자료 : LS엠트론 기술교육아카데미(http://lsmtronacademy.com)
3.2 코아 화면
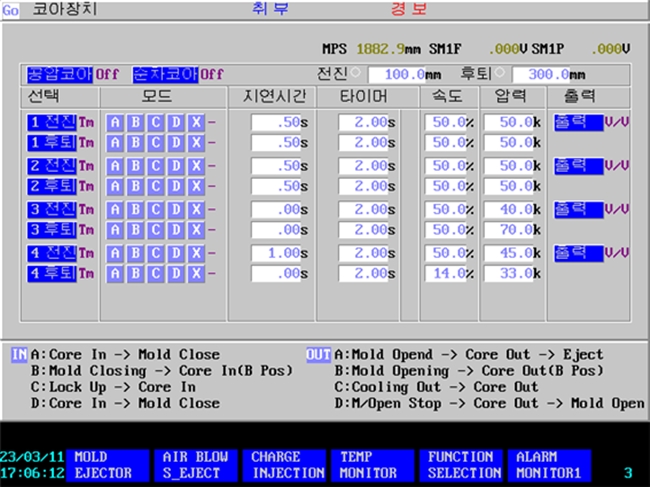
3.2.1 유압코아
1) 모드별 Flow Chart
코아 A : 코아전진 → 형판전진 → 사출 → 냉각완료 → 형판후퇴 → 코아후퇴 → 압출
코아 B : 형판전진 → 코아전진(설정위치) → 형판전진 → 사출 → 냉각완료 → 형판후퇴 → 코아후퇴(설정위치) → 형판후퇴 → 압출
코아 C : 형판전진 → 고압형체승압완료 → 코아전진 → 사출 → 냉각완료 → 코아후퇴 → 형판후퇴 → 압출 → 형판전진
코아 D : 코아전진 → 형판전진 → 사출 → 형판후퇴 → 코아후퇴(설정위치) → 형판후퇴→압출 → 코아전진 → 형판전진
2) 타이머∙스위치 코아 확인
Tm : 코아동작은 화면상의 타이머로써 확인한다.
Sw : 코아동작은 별도의 리미트 스위치로써 확인한다.
순차코아 ON : 코아 –1,-2,-3이 순차적으로 동작된다.
공압코아 ON : 코아동작을 공압으로 동작시키고자 할 때 사용한다.
출력 V/V : 코아 전진 완료 후, 코아 전진 밸브가 ON으로 돼 후퇴 동작 전까지 유지된다.
출력 MOT : 코아 전진 완료 후, 코아 전진밸브가 OFF된다.
3.3 사출 및 계량 화면
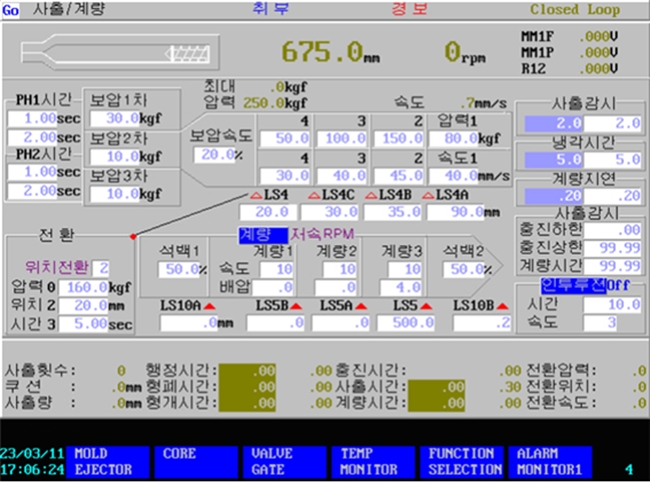
3.3.1 충진(Filling)
사출이란 스크류가 빠르게 전진해 금형 내로 용융재료를 삽입하는 공정을 말한다.
사출 1속∼4속 : 사출시 충진 행정중의 속도를 나타낸다.
사출 1압∼3압 : 사출시 충진 행정중의 압력을 나타낸다.
보압 속도 : 사출시 보압 행정중의 속도를 나타낸다.
보압 1압∼3압 : 캐비티내의 압력(형내압)을 제어해 성형품의 치수를 결정한다.
유지시간과 보압시간 : 설정한 유지시간 만큼 압력을 유지하다가 보압시간에서 유지시간을 뺀 잔여시간 동안 다음 압력을 향해 램핑된다.
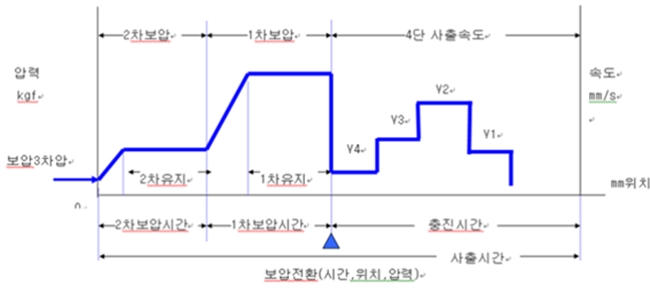
3.3.2 보압절환(Cut Over)
보압절환 방법은 아래의 3종류가 있으며 전환모드 하단에 원하는 방법의 번호를 입력하면 된다.
압력 0 : 사출압력에 의해서 절환된다.
위치 2 : 스크류의 위치가 보압위치에 도달하면 보압이 절환된다.
시간 3 : 사출 시간이 동작돼 시간완료와 동시에 절환된다.
3.3.3 사출∙보압 설정 예시
3.3.4 계량(Charging)
계량은 사출완료 후 스크류가 회전해 수지를 가속화시켜 주고 스크류 전단으로 밀어 다음 사출을 준비하는 동작을 일컫는다.
계량 1∼3속 : 계량 작동 중의 1, 2, 3차 속도를 나타낸다. 대부분의 경우 계량 1속은 고속으로 회전을 하고 계량 2속은 저속으로 회전한다. 계량완료시점을 항상 정확히 제어해 줄 수 있기 때문에 재연성이 좋아지고 성형품의 불량을 방지할 수 있다.
스크류 회전수(PRM) : 계량중 스크류의 실제 회전속도를 나타낸다.
고속∙저속 RPM : 화면상의 계량을 선택함에 따라 고∙저 RPM 제어를 선택해 사용할 수 있다.
배압 : 수지의 혼련효과 및 색체수지 등의 혼합률 등을 증대시키고자 할 때 사용한다. 만약 배압이 낮게 설정되면 스크류의 후퇴저항이 적어지므로 계량시간이 단축된다.
석백 2속(VSB2) : 계량완료 후 스크류를 강제적으로 후퇴시켜 용융수지의 압력을 낮춰 수지흘림을 방지한다.
3.3.5 타이머 설정
냉각시간 : 제품의 냉각시간을 나타내며 사출시간 완료 후 동작된다. 일반적으로 2차 석백 및 냉각시간이 완료된 후에는 금형이 후퇴한다.
계량지연시간 : 사출완료 후부터 계량동작이 시작되기 전의 지연시간으로, 기계동작의 충격을 감소시킨다. 표준시간은 0.20초이나 조정이 필요한 경우 설정치를 변경할 수 있다.
사출감시시간 : 사출공정 기간의 충진감시 시간으로써 설정시간 내에 충진완료를 하지 못 할 경우 보압으로 절환된다.
3.3.6 사출 감시
충진 하한 : 사출개시 후 보압절환 위치까지의 시간이 설정시간보다 적게 걸릴 경우 충진 과정에 문제가 있다고 판단하고 불량으로 처리한다.
충진 상한 : 사출개시 후 보압절환 위치까지의 시간이 설정시간보다 많이 걸릴 경우 충진 과정에 문제가 있다고 판단하고 불량으로 처리한다.
계량 시간 : 계량개시에서 계량완료까지의 시간을 나타낸다. 비정상적으로 계량에 소요되는 시간이 경보시간 설정치보다 소요될 경우 수지부족이나 스크류 이상 또는 호퍼의 이상과열 등으로 판단하고 계량시간초과 경보를 알린다. 이 경우에는 남은 계량공정을 완료하지 않고 강제석백을 진행시키며 행정완료 후 기계가 정지한다.
3.4 온도 설정 화면
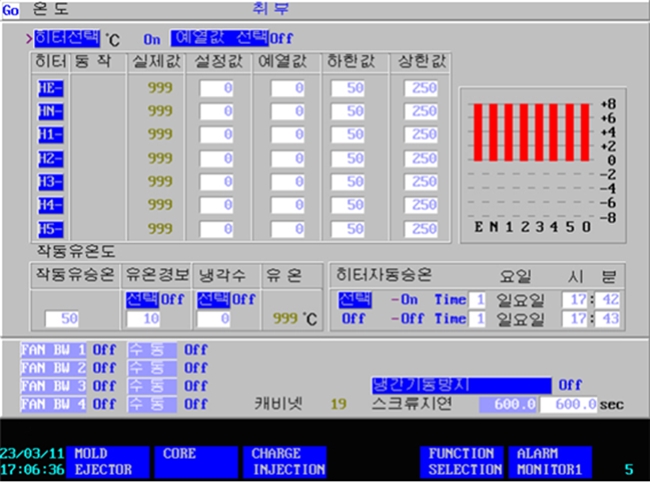
3.4.1 화면 표시값 설명
실제값 : 가열실린더 각 온도 존의 실제 온도를 말한다.
설정값 : 밴드히터 존의 설정온도로서 사용자가 생산온도를 설정할 수 있다.
예열값 : 먼저 예열값 선택을 ‘ON’한 후 예열온도를 설정할 수 있다.
① 전원인가 시 항상 예열량으로 동작하기 때문에 과열상태를 방지한다.
② 휴식시간 등의 경우 히터를 끄지 않고 일정온도의 유지가 가능하므로 수지가 과열되는 현상을 방지할 수 있다.
동작 : 히터의 접점이 붙거나 떨어졌을 때 사각 커서의 표시로 상태를 나타낸다.
하한경보 : 온도가 허용범위보다 낯은 경우 해당 온도 존을 (*)표시하고 경보가 발생한다. 스크류 냉간기동방지가 선택되지 않아도 ‘스크류보호’, ‘저온’ 경보가 발생하면 모든 존이 하한값 이상이여야 작업이 가능하다. 각 존이 설정값보다 –20℃ 이하면 해당존의 화면에 ‘L’ 표시가 나타나며 ‘스크류보호’가 나타난다.
상한경보 : 발열로 인해 온도가 허용범위보다 과열되는 경우 해당 온도 존을 (*)표시하고 ‘H’, ‘고온’ 경보가 발생한다.
단선경보 : 설정 시간동안 온도의 변화를 자체적으로 감지해 각존의 히터단선 경보를 (*)로 표시한다.
열전대단선 : 열전대가 단선되면 ‘T’와 ‘열전대 단선’이 표시된다.
3.4.2 스크류 냉간 기동방지
ON : 각 존의 밴드히터의 실제온도가 설정온도보다 20℃ 이상 낮거나 하한값 이하인 경우에는 스크류의 동작을 강제로 정지시키며 실제온도가 –20℃ 이내이고 하한값 이상이면 동작을 하지 않고 설정된 스크류 지연 시간완료 후 스크류 동작을 허용한다.
OFF : 각존의 밴드히터 실제온도가 설정온도보다 20℃ 이상 낮거나 하한값 이하인 경우에는 스크류의 동작을 강제로 정지시키며 실제온도가 –20℃ 이내이고 하한값 이상이 되면 동작한다.
3.4.3 히터자동승온
① 원하는 요일과 작동 시간 등을 설정하고 예약기능 사용 유∙무의 ON∙OFF를 선택한다.
② 히터 자동승온 기능을 선택하면 해당되는 요일의 작동시간에 히터전원이 투입되고 예열값으로 제어되며 완료시간이 되면 히터전원이 자동적으로 차단된다.
③ 만약 히터 자동승온 후 설정값으로 제어하는 경우에는 온도설정을 ON->OFF 할 수 있다. 이 기능은 공장의 휴가나 휴일이 끝나고 공장을 가동할 때에 사용하면 미리 승온이 돼 있기 때문에 기계를 곧바로 가동할 수 있다.
④ 이 기능을 사용하고자 할 때는 주전원(H1NFB~H4NFB)을 OFF 시키지 말아야 한다.
3.4.4 작동유 온도
작동유 승온 : 작동유 유온이 설정값보다 낮을 경우 자동으로 설정값에 도달할 때까지 기계를 정지시킨 후 작동유를 승온한다.
유온 경보 : 선택 스위치를 ON하면, 실제 작동유 유온이 설정값보다 높을 경우 자동으로 모터가 정지한다.
냉각수 : 선택 스위치를 ON하면, 실제 작동유 유온이 설정값보다 높을 경우 자동으로 냉각수용 SOLENOID 밸브를 열어 설정값을 유지시킨다.




![[전문가 기고] 플라스틱 분진 제거율 98%의 진공 터보 사이클론 기반 분진 제거 장치, 더스트제로](https://file.yeogie.com/img.news/202305/md/qiff85OZXd.png)




![[포토] 나노융합R&D성과홍보관, 한국형 뉴딜 실현을 위한 나노 기술 한자리에](https://file.yeogie.com/img.news/202107/thumb/71VDLJ439J.jpg)
![[포토] 나노코리아 2021, 전격 개막!](https://file.yeogie.com/img.news/202107/thumb/iIOQla1NKy.jpg)
![[포토] 제2차 석유화학 탄소제로위원회 개최](https://file.yeogie.com/img.news/202107/thumb/xelbLpva1l.png)


![[산업전망] 인도 EPDM 시장 전망](https://file.yeogie.com/img.news/202406/md/m4G8EiK428.jpg)



